
Dolphin Centrifuge supplies containerized industrial centrifuge systems — self-contained disc stack and decanter modules in 20- or 40-foot shipping containers for remote oilfields, offshore platforms, and mobile operations. Based in Warren, Michigan with 40+ years of experience.
A containerized industrial centrifuge is an industrial centrifuge installed within an intermodal shipping container. This module is a fully self-contained system with plug-and-play functionality. The enclosure includes all the accessories required to operate the industrial centrifuge. Dolphin Centrifuge designs containerized systems using both disc stack and decanter centrifuges for applications ranging from crude oil recovery to mobile fluid processing services.
Types of Containerized Centrifuges
Though it is possible to containerize most industrial centrifuges, the decanter and disc-stack type centrifuges are the most common. These centrifuges are ideal for containerization due to their applicability in remote applications.
Containerized Decanter Centrifuge
Due to its low profile, a decanter centrifuge is well suited for installation within a container. These containerized decanters are typically equipped with sludge augers to transfer the separated sludge outside the container into sludge hoppers or transport trucks.
Small fluid collection and transfer systems with pumps and level sensors facilitate fluid handling.
The following is a list of features common to containerized decanters:
- Sludge Auger — The separated sludge falls out of a decanter under gravity. Given the limited space available under the decanter frame, a sludge conveyor moves the sludge horizontally away from the decanter and often out of the container through the container wall.
- Clean Fluid Tank & Pump — The separated de-sludged fluid may be pumped away or fall out of the decanter under gravity. The pumped fluid discharge eliminates a collection tank for the fluid. When the clean fluid falls out under gravity, a collection tank tucked under the decanter frame acts as a receptacle for the fluid, and the connected pump transfers the fluid.
- Service Crane — The rotating assembly of a decanter requires vertical extraction from above the decanter. A service crane (hoist) installed within the container facilitates the easy extraction of the rotating assembly for service.
- Local Control Panel — Decanter drive motors use VFDs (inverters) for their operation. A local control panel mounted on the container wall houses these VFDs and alarm circuits.
- Air Vent or Exhaust — An air vent or exhaust is essential from an operational point of view, especially when handling fluids with hazardous fumes or gases.
Other accessories, such as explosion-proof controls, pre-filtration, inert gas purging, etc., may apply depending on the application.
Containerized Disc Stack Centrifuge
It is not as simple to containerize a disc stack centrifuge due to its vertical orientation. However, it is possible to design a compact base that allows the containerization of a disc stack centrifuge. Due to the design differences from the decanter centrifuge, a disc-stack centrifuge needs additional accessories.
A disc stack centrifuge discharges the sludge vertically downwards under gravity, which requires a sludge receptacle below the centrifuge. The separated fluids are often under pressure coming out of the centrifuge. Therefore the centrifuge can transfer these fluids to a local collection tank within the container.

40-foot containerized disc stack centrifuge systems
The following is a list of accessories that accompany a containerized disc-stack centrifuge:
- Sludge Tank & Pump — A disc stack centrifuge discharges the separated solids through the bottom of the frame. This design requires a sludge receptacle under the centrifuge to collect and transfer the solids. A skid-integrated sludge tank works well for this purpose.
- Local Fluid Collection Tank — Though the disc centrifuge discharges the separated fluid(s) under pressure, the operator should not use this pressure to transfer the fluid over long distances or heights due to the back pressure on the centrifuge and related effects on centrifuge performance. A local fluid collection tank with an attached transfer pump is recommended.
- Water Harness — A solenoid valve manifold — a water harness — is required to operate the sludge ejection mechanism of the self-cleaning centrifuge.
- Service Crane — The bowl assembly of the disc stack centrifuge requires vertical extraction from above the centrifuge. A built-in crane or hoist within the container is essential for servicing the centrifuge bowl.
- Local Control Panel — A PLC is desirable for the automatic operation of the self-cleaning disc stack centrifuge. Also, a VFD drives the centrifuge in some hazardous applications. A local control panel houses these electrical components in the container's vicinity of the disc stack centrifuge.
- External Vent — A pressure pulse accompanies the sludge discharge of a disc stack centrifuge. Therefore, venting the sludge tank to mitigate the pressure during the sludge discharge cycle is essential. An external vent from the sludge tank to the exterior of the container is essential for the safe operation of the centrifuge.
Additional accessories such as electric preheaters, pre- and post-filters, heat recovery systems, lighting, etc., often accompany containerized disc centrifuges.
Typical Layout of Containerized Centrifuges
Containerized industrial centrifuges are available in different configurations based on application and fluid properties. For straightforward applications such as dewatering crude oil with no solids, a three-phase disc stack centrifuge in a container serves the purpose of water-oil separation. On the other hand, a multi-step separation process requires a decanter and disc centrifuge with other accessories for desirable results. Containerized centrifuges are primarily available as a complete soup-to-nuts system or with an individual centrifuge.
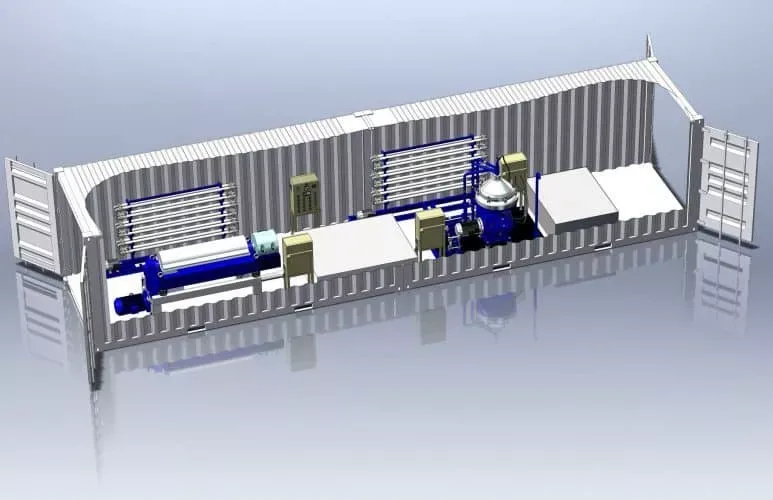
Complete Oil Recovery System
An Oil Recovery System (ORS) is a complete plant housed in a 40' container with all needed components to process sludge-laden, wet oil and produce clean oil. The system includes a pre-strainer, a decanter centrifuge, and a high-speed disc-stack centrifuge that serves as a polisher.
The system consists of three interconnected modules, each with a specific purpose:

Crude oil tank bottom recovery system centrifuge
- Pre-Straining or Pre-Filtering Skid: A set of duplex, auto-switching basket type strainers with stainless steel perforated baskets strain out large debris such as rocks, bones, twigs, etc. that can potentially damage downstream centrifuges.
- Decanter Centrifuge Module: A decanter centrifuge complete with controls, sludge auger, inline pre-heater (if needed), feed pump, and clean oil transfer pump are typically components of this system.
- Self-Cleaning Disc Stack Centrifuge Skid: A self-cleaning disc-stack centrifuge acts as the final stage polisher. This three-phase high-G centrifuge separates the fine sediment and all free water from the oil.
Individual Centrifuge Container Layout
A container may house an individual centrifuge for specific applications. The complete centrifuge module may be placed within the container and anchored to the container floor.
An integrated single centrifuge container may have controls, piping, valves, etc., along the container wall, making it a permanent fixture. Such integrated, single centrifuge containers are available suitable for Class 1 Division 2 hazardous area operations.
Individual containerized centrifuge system
Applications (Uses)
One can find applications for these modular centrifuges in a variety of fields. Some of the typical applications that Dolphin Centrifuge has supplied are listed below.
Remote Oilfield Locations
In remote locations, the absence of permanent buildings makes a containerized centrifuge unit ideal for such applications. The absence of essential utilities is also a challenge for such applications.
For example, a generator for powering the centrifuge module is necessary for operation. Also, freshwater for the operation of disc-stack centrifuges is a requirement that the operator needs to provide.
Storage tanks for clean oil and separated waste streams help efficiently operate such centrifuges in remote locations.
Offshore Oil & Gas Platforms
Offshore platforms' initial designs plan for specific fluid processing operations and capacity requirements. However, in the case of capacity augmentation, the space constraints on existing platforms often necessitate using self-sufficient containerized centrifuge modules with plug-and-play features.
These industrial centrifuge modules often process onboard diesel fuel for power generation and cleaning waste fluid generated on such platforms.
Mobile Industrial Centrifuge Applications
Fluid recovery service providers travel to customer locations to process contaminated fluids with industrial centrifuges. This service is popular with industries that do not have the resources to own their centrifuges.
A containerized industrial centrifuge is mobile and well suited for such service providers. Such containers often contain decanters, disc centrifuges, and auxiliaries such as heaters, pumps, and vacuum dehydrators.
Crude oil dewatering at saltwater disposal facilities is another such application. A service provider with a containerized industrial centrifuge can dewater and desludge the crude oil as a service to the well owners.
Test Your Fluid Before You Commit
Dolphin Centrifuge offers pilot-scale sample testing at our Warren, Michigan facility. Send us your fluid and we will evaluate the optimal centrifuge configuration for your containerized application.
Request Sample Testing →Benefits (Advantages)
Containerized industrial centrifuges offer multiple advantages to owners and users of modular centrifuge systems. The following is a list of advantages of these systems.
Quick Deployment
Compared to conventional setups, a containerized industrial system is relatively quick to set up and operate. This time advantage is due to the self-contained system and not requiring a building to house the centrifuges. Building construction is often the most prolonged activity related to a new installation of industrial centrifuges. A containerized centrifuge system is ready to process fluids when placed on site.
Cost Savings
As referenced in the previous feature, the cost of a building to house this sort of equipment is considerable. This cost is avoidable with a containerized centrifuge system, leading to considerable cost savings.
No Existing Infrastructure Requirement
A containerized industrial centrifuge module is self-contained and therefore does not require existing infrastructure. This feature allows the use of these modules in remote locations where such infrastructure is unavailable.
Suitable for Hazardous Areas
Industrial centrifuges often process hazardous fluids that require special handling and specially designed equipment for such locations. An enclosed container sometimes acts as an enclosure with proper ventilation to contain such emissions that can otherwise be hazardous. These systems are commonly built to Class 1 Division 2 standards for operation in flammable or explosive atmospheres.
Drawbacks (Disadvantages)
Housing industrial centrifuges within containers comes with limitations or disadvantages. Some of the most common disadvantages are listed below.
Limited Onboard Fluid Storage
A shipping container is typically 8 feet wide and 9 feet tall. This space is quite restrictive for fluid processing equipment such as centrifuges that require fluid storage. The user can accommodate small capacity tanks (~300 gallons) within these containers to act as capacity buffers between centrifuges. However, these tanks are small compared to industrial centrifuges in regular industrial environments and require special flow considerations.
Confined Workspace
A shipping container is, by definition, a confined space. Installation of centrifuge equipment within a container limits the space available for the operators for service. Special consideration is given to the extraction and servicing of the bowls of industrial centrifuges. This space limitation also applies to the placement of auxiliary equipment and control systems that need to be sometimes tucked into small spaces, leading to complications in constructing these containers.
Venting and Purging
The light ends (volatile components) present in crude oil tend to evaporate at slightly elevated temperatures. Such fumes pose an operational risk for the operating personnel. Therefore, proper ventilation is essential to safely operate such containerized industrial centrifuge modules. In addition to venting, inert gas purging is also available to purge the equipment with an inert gas to lower the risk posed by such volatile and often flammable vapors. Hazardous area installation will mandate the use of approved venting systems that are certified for such operating conditions.
Potential Noise Issues
Industrial centrifuges are rotating machines that generate noise during regular operation. From an operator's safety perspective, this noise is a design consideration within confined spaces such as containers. Noise protection devices are mandatory for operators during the regular operation of such containerized systems.
HVAC
Using these containerized systems in extreme environments requires heating or cooling equipment to facilitate a safe working environment. This HVAC equipment can be a considerable cost adder to such equipment's purchase and operating cost, which is a drawback of these systems.
Specifications
Containerized industrial centrifuges designed and manufactured by Dolphin Centrifuge have certain specifications depending on the size of the container, the scope of supply, and the type of centrifuges included in the module. A containerized decanter centrifuge fits within a 20' or 40' intermodal shipping container. A 40' containerized decanter has the following specifications:
| Parameter | Specification |
|---|---|
| System Dimensions | 40' × 8' × 9' (H) |
| System Weight | 20,000 lbs |
| Power | 480 VAC; up to 500 Amps (with heaters) |
| Processing Capacity | Up to 2 barrels per minute (light crude oil) |
| Max Process Heaters | Up to 300 kW electric pre-heaters |
| Electrical Classification | Class 1 Div 2 or Div 1 (based on process fluid and environment) |
| Auxiliaries Required | External storage & transfer tanks; lifting device (for bowl service); operating water (for disc stack centrifuge operation & decanter bowl flush); compressed air (100 psig) for AODD pumps & AA-valves |
Dolphin Centrifuge has decades of experience designing and building containerized centrifuge systems. Whether you need a single-centrifuge diesel purification module or a complete multi-stage oil recovery plant, our engineering team can design a containerized solution for your specific application and environment.
Related resources: Disc Stack Centrifuge Guide | Decanter Centrifuge Guide | Industrial Centrifuge Overview | Disc Stack Applications | Sample Testing Program
Frequently Asked Questions
What is a containerized centrifuge system?
What types of centrifuges can be containerized?
What are the main benefits of a containerized centrifuge?
What power supply does a containerized centrifuge require?
Can Dolphin Centrifuge design custom containerized centrifuge systems?
Ready to Build Your Containerized Centrifuge System?
Call our engineering team or request a consultation. We design plug-and-play systems for remote, offshore, and mobile applications.